Kunststoffe und Faserverbundwerkstoffe miteinander verbinden: die beste Messtechnik



Messtechnik und Verarbeitung treffen in der Kunststoffindustrie seit etwa 20 Jahren aufeinander. Technische Herausforderungen in der Prozessführung und der damit steigende Wunsch nach Transparenz in der Verfahrenstechnik initiierten erste Investments in Sensorik und Software-Tools.
Isolierte Mehrwerte wurden dadurch generiert, der große Wurf blieb für die interessierten Unternehmen jedoch oftmals aus. Die angebotenen Produkte waren schlichtweg zu komplex in der Handhabung oder zu wenig lösungsorientiert. Dies war zum großen Teil der mangelnden übergreifenden Zusammenarbeit von Partnern entlang der Wertschöpfungskette geschuldet.
Die Angst, einen Wettbewerbsvorteil zu verspielen, förderte die Haltung, Wissen prinzipiell nicht zu teilen und versperrte damit zugleich den Weg, gemeinsam an Lösungen zu arbeiten.

Mit dem Beginn des Zeitalters der Digitalisierung haben sich sowohl das Bewusstsein über die neuen Möglichkeiten als auch die technologischen Fortschritte rasant weiterentwickelt. Dies hat mittlerweile auch Einfluss auf die Industrie genommen und die Vernetzung unterschiedlicher Lösungen angestoßen.
Übertragen auf die Kunststoffverarbeitung bedeutet dies, dass Rohstofflieferant, Anlagenhersteller, Lösungsanbieter und Endkunde gemeinsam an neuen Lösungen arbeiten und Wissen teilen müssen, um Transparenz zu generieren und Prozesssicherheit zu gewährleisten.
Die Gründung der NETZSCH Process Intelligence GmbH
Die NETZSCH Gruppe mit über 150 Jahren Erfahrung im traditionellen Maschinen- und Anlagenbau kennt die beschriebene Entwicklung nur zu gut. Gleichzeitig treibt NETZSCH digitale Lösungen und Geschäftsmodelle seit einigen Jahren mit hohem Engagement und auch finanziellem Einsatz, um Tradition und Digitalisierung miteinander zu verschmelzen.
Daraus entstand im Jahr 2021 die NETZSCH Process Intelligence GmbH, welche das Wissen aus über 60 Jahren Erfahrung in der Materialcharakterisierung mit der realen Prozessumgebung verbindet. Gegründet aus der NETZSCH-Gerätebau GmbH, einem Weltmarktführer im Bereich der Laborgeräteherstellung, wurde das NETZSCH-Portfolio mit der Neugründung um intelligente Produkte für die Marktsegmente “industrielle Kunststoffverarbeitung” und “Baugewerbe” erweitert.
sensXPERT Pipe
Eines der Produkte ‘sensXPERT Pipe‘, entwickelt für die grabenlose Kanalsanierung, charakterisiert den Vernetzungsfortschritt von Kunststoffen mittels einer kontaktlosen Sensorik. Die erste Serienumsetzung der zum Patent angemeldeten Technologie für die grabenlose Kanalsanierung hat die NETZSCH Process Intelligence GmbH in einem 2 Jahres-Projekt gemeinsam mit der ProKASRO Mechatronik GmbH auf die Beine gestellt.
Möglich wird dies durch hochfrequente elektromagnetische Felder, die sich im Vakuum und damit auch an Luft ungehindert ausbreiten können, von Flüssigkeiten und Festkörpern jedoch beeinflusst werden. Die Beeinflussung zeigt sich dadurch, dass eine in das Material einlaufende Welle bei ihrer Bewegung durch das zu vermessende Medium ihre Amplitude und Frequenz verändert (Abbildung 1).
Um die Mobilität sicherzustellen, nutzt ‘sensXPERT Pipe‘ einen Sensor als Sender und Empfänger und nutzt die Antwort der reflektierten Welle (in der Abbildung mit `reflected wave` bezeichnet).
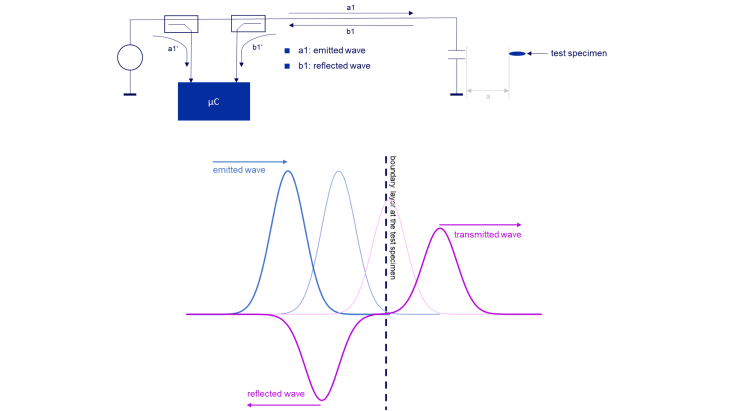
Figure 1: sensXPERT Pipe measuring principle.
Durch diese kontaktlose Messung können die für die Qualität von Kunststoffen kritischen Parameter wie Aushärtegrad oder Glasübergangstemperatur bestimmt werden.
Für die grabenlose Kanalsanierung bedeutet dies, dass ‘sensXPERT Pipe‘ als mobiles Messsystem, an UV-Kernen montiert, kontinuierlich den Vernetzungsfortschritt des Liners überwachen und dadurch die Zuggeschwindigkeit steuern kann.
Die NETZSCH Process Intelligence GmbH und die ProKASRO Mechatronik GmbH haben die integrierte Lösung auf der RO-KA-TECH 2023 vorgestellt und über die Technologie in einem vorangegangenen Artikel.
Vergleich von dielektrischen und kontaktlosen Hochfrequenzmessungen
Der folgende Abschnitt beschäftigt sich mit dem Vergleich der neuen Technologie ‘sensXPERT Pipe‘ und der etablierten Messmethode der dielektrischen Analyse, welche auch im Produkt ‘sensXPERT Digital Mold‘ zum Einsatz kommt.
Hierzu wurde ein chemisch komplexes Zwei-Komponenten-Epoxidharz verwendet, welches für chemische Dübel im Baustellenbereich zum Einsatz kommt. Die Entscheidung, dieses Harzsystem für die Demonstration des Messprinzips zu verwenden, liegt in der Herausforderung, die es mit sich bringt:
Das System ist sehr hochviskos und verläuft nicht, bildet also keine glatte Oberfläche. Das Harz reagiert sehr langsam und zeigt nur eine sehr geringe Veränderung im Messsignal. Da kein Druck beaufschlagt wird, entsteht eine inhomogene Probe aus Harzbergen und Lufttälern.
Für die meisten Messsysteme sind möglichst gleichmäßige und inhomogene Probekörper vorausgesetzt, ‘sensXPERT Pipe‘ wurde jedoch gerade für den Baustelleneinsatz und erschwerte Bedingungen entwickelt.
Der Vernetzungsfortschritt wurde in einer Simultanmessung aus klassischer Dielektrik und Hochfrequenzmessung durchgeführt. Für die Dielektrik kam eine NETZSCH DEA288 Ionic mit einem IDEX115-L Einwegsensor zum Einsatz, der in direktem Kontakt zum Epoxidharz stand und unterhalb des Probekörpers platziert wurde.
Oberhalb der Probe in einem Abstand von 15 mm wurde der kontaktlose Hochfrequenzsensor der ‘sensXPERT Pipe‘-Technologie positioniert. Als Messfrequenzen kam für die Dielektrik 4.46 kHz zum Einsatz, da diese für das verwendete Harzsystem die kritische Frequenz darstellt, ab der parasitäre Polarisationseffekte, die das Messsignal negativ beeinflussen, nicht mehr auftreten. Für ‘sensXPERT Pipe‘ wurde eine Messfrequenz von 700 MHz verwendet.
Mit beiden Messsystemen befindet man sich mit Blick auf das Materialverhalten im Bereich von Dipolorientungs-Mechanismen.
Abbildung 2 zeigt den Vernetzungsverlauf der Dielektrik-Messung (dunkelblau), der Hochfrequenzmessung (türkisblau), sowie die Probentemperatur (pink durchgezogen) und der Umgebungstemperatur (pink gestrichelt). Es ist ersichtlich, dass beide Messprinzipien sowohl die Topfzeit von etwa 10 min als auch den anschließenden Vernetzungsverlauf in Übereinstimmung abbilden.
Der normierte Umsatz ist bezogen auf die Gesamtreaktion, deren Ende sich nach den hier dargestellten 40 min noch sehr lange hinauszögert, sodass lediglich der interessante Messbereich dargestellt wurde.
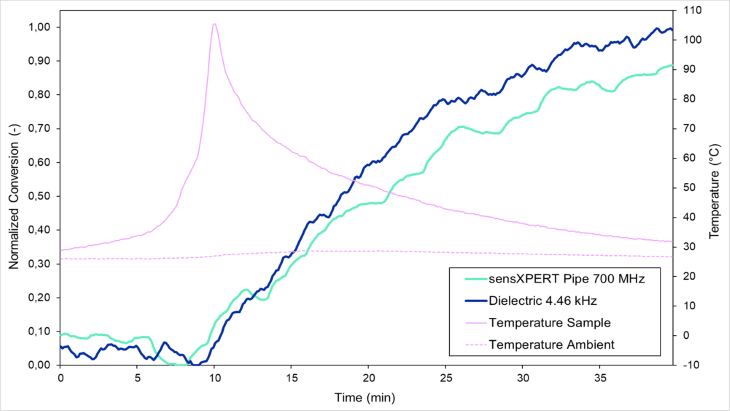
Figure 2: Dielectric and high-frequency measurement on an epoxy resin sample.
Durch den Kurvenverlauf der beiden Messprinzipien wird zudem deutlich, dass die kontaktlose Hochfrequenzmessung ab etwa 15 min Messzeit sensitiver auf die Probenveränderung reagiert, was sich im geringeren Umsatz bis zum Erreichen der 40 Minuten Messzeit wiederspiegelt.
Dies liegt darin begründet, dass die Dielektrik-Messung aufgrund der Verwendung des Einweg-Sensors lediglich 100 µm in das Material hineinsehen kann, während die Hochfrequenztechnologie das Material durchstrahlt und die Vernetzung durch die gesamte Probendicke hindurch erfasst.
Durch diese Sensitivität ist das Messsystem bestens darauf vorbereitet, den Liner-Zustand auf der Baustelle zu überwachen und die Qualitätssicherung bereits vor Ort zu unterstützen.
sensXPERT Pipe wird erstmals auf ProKASRO UV-Anlagen zum Einsatz kommen und die Zuggeschwindigkeit von UV-Kernen basierend auf dem Vernetzungsfortschritt von UV-Linern regeln. Die ersten mit ‘sensXPERT Pipe‘ ausgestatteten ProKASRO-Anlagen, werden voraussichtlich im Frühjahr 2024 auf der Straße rollen.
